
Construction; Engineered or Solid?
There are many reasons why engineered flooring is growing in popularity.
Its sustainability, the FACT it takes up to 75% less slow grown oak to produce, it works with underfloor heating and the sheer choices available in colour are top of the list.
Stability

10mm - available in 120 / 140mm wide planks
4mm oak top layer on 6mm birch plywood

15mm - available in 140 / 160/ 180 / 200 / 220 / 240mm wide planks
4mm oak top layer on 11mm birch plywood

20mm - available in 140 / 160 / 180 / 200 / 220 / 260 / 300 / 320 / 350 / 380mm wide planks
6mm oak top layer on 14mm birch plywood
Elegance

15mm - available in 190mm wide planks
3mm oak top layer on 12mm eucalyptus plywood

15mm - available in 260mm wide planks
4mm oak top layer on 11mm eucalyptus plywood
All our engineered flooring is available in plank, herringbone, chevron with Stability available in other designs - see our Collections.
Engineered
Environmentally; you can create three to five times the amount of engineered flooring depending on whether you choose a 10/4, 15/3, 15/4 or 20/6mm floor. When this is factored into the decision making, the amount of wood used in the top veneer layer compared to a solid floor obviously has environmental benefits.
Quality; to complete the structure of the boards our FSC certified Stability Range uses the faster growing sustainable birch hardwood for the make-up of the ply, and our Elegance Range uses sustainable Eucalyptus. Both Ranges utilise only the highest quality adhesives to unite all the layers. These together add another level of confidence that this is a product to sustain a superior level of longevity. Why is this important? The structure should definitely be considered when specifying a wood floor, inferior products will not last and are also not likely to be good for the world’s environmental footprint.
Practicality; engineered floors can be floated, secret nailed or glued and as mentioned above can be used with underfloor heating systems.

9 & 10mm
Parquet battens available in 350 x 70 x 9mm / 300 x 60 x 10mm / 280 x 70 x 10mm / 350 x 70 x 10mm
22mm
Solid T & G blocks available in 230 / 280 / 350 x 70 x 22mm / 230 x 70 x 20mm
Solid
WFA is by no means is taking away from the beauty of solid floors, these are still a choice that many people favour.
Our solid range can be bought either unfinished, tumbled, brushed and smoked, or within our 10mm Parquet Battens range we have our Time Worn collection finished in a selection of 9 colours.
Timeless, and popular for centuries, solid floors do allow for various changes in colour finish over the years that it would be installed.
*The Time Worn range along with all 9/10mm parquet battens are suitable for underfloor heating.
Grading; STABILTY -
The grading of wood flooring contributes to its unique appearance, and generally manufacturers will grade taking into account a variety of factors including the number and size of knots, the amount of sap present and colour variations.
Whether the desired floor is to have a traditional, uniform look or one that is full of character, impress your customers with our engineered prime, rustic and character grade bespoke floors knowing that by choosing this product, they are supporting responsible management of the world’s forests. We ensure that they have been checked at every stage of processing “from the forest to the shelf”.

Prime
Has few, if any knots, and these will be of minimal pin knot size. Core or edge sapwood and filler will be negligible if any at all, and there will be a relatively small amount of colour variation in the timber itself.

Select
Is a clean grade with some pin and sound knots. Core or edge sapwood and filler will be of the slightest amount. With the timber itself, there will be a relatively small amount of colour variation.

Rustic
Allows for the mixture of natural grain and knots. Sound knots of up to 70mm and filled knots up to 35mm are perfectly acceptable. There will be colour variation, also expect minimal cracks, core and edge sapwood, plus filler. The colour of the filler is carefully selected to complement the wood rather than to match it exactly and it may vary from batch to batch.

Character
Expect the same natural beauty that our rustic grade provides but with sound knots of up to 90mm and filled knots up to 50mm. Cracks can be more characterful too at 150mm+ long.
Grading; ELEGANCE -

Select
Is a clean grade with sound knots up to 20mm and filled knots up to 15mm. Core or edge sapwood and filler will be of the slightest amount. With the timber itself, there will be a relatively small amount of colour variation.

Rustic
Allows for the mixture of natural grain and knots. Sound knots of up to 40mm and filled knots up to 20mm. There will be colour variation, also expect minimal cracks, core and edge sapwood, plus filler. The colour of the filler is on the darker side rather than matching the oak exactly and may vary from batch to batch.
Textures; Brushing, Aged, Bandsawn & Eased Edge.
The texture of a wood floor is something to be marveled at providing one of the simplest ways to revolutionise a room. It can add a whole new dimension to both the floor and room.
Add texture for an extra sensory aspect.



Brushed
This removes the soft grain and enhances the texture of the timber, giving it a regular but very interesting texture. Often combined with oiling, it can give an untreated look that looks amazing in a sunlit room. Available in light, medium or heavy brushed.


Aged
Each piece of flooring is aged and distressed to achieve an authentic aged look to the edges and surface of the timber. Our tumbling takes place in giant drums where the planks are placed with certain objects to distress the wood.


Bandsawn
Our bandsawn texture particularly suits retail and commercial projects. The surface has saw marks across the face at an angle of 90o from the length of the board.


Eased Edge
The edge of each plank is softened by hand by our in-house craftsmen. Giving every plank a completely unique form.
Smoking & 100% Fumed; The processes
Our fumed and smoked colours are achieved through processes which react with the natural tannins in the oak, enhancing the natural tones and sapwood within the timber. Although we use controlled processes, the final colours achieved are dictated by nature and not by using pigmented stains this is very evident in the fact that variation in colour will occur.
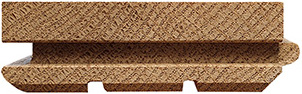
There are two main difference between these techniques; The smoking process penetrates the veneer surface by 0.5 - 2mm in depth whilst our supplied fumed European oak penetrates the entire veneer layer.



Smoking
Smoking is the wood finishing ‘surface’ process used to create floors that are darker in colour and stress the grain pattern.
At the back of our finishing department at WFA HQ we have two smoking rooms. Here we expose the wood to ammonia fumes in these enclosed environments in varying degree’s to achieve; light smoked tones, medium to dark brown tones & dark brown tones.
The Herringbone blocks shown here demonstrate the varying degree’s of variation perfectly.

100% Fumed
To achieve the 100% fumed colour the raw oak is exposed to pure ammonia gas in an air tight chamber for a period of up to 30 days, pending thickness and required colour. The ammonia is then safely removed and the wood left for a further 7 days before processing.
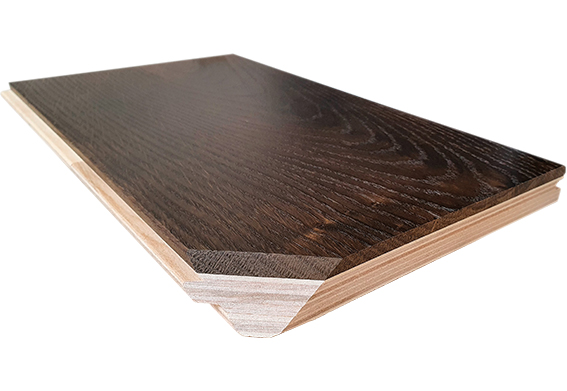
This section through demonstrates the penetration of the entire layer and is simply finished in a satin UV oil. The second image shows just how beautiful bespoke UV oils can work on 100% fumed oak.
Finishes
The last stage of creating a bespoke floor is choosing the finish. Extra matt, matt or satin UV cured oils are the options available at the end of the journey.

UVM - Extra Matt
The flattest of the finishes available, extra matt UV oil replicates the look and feel of unfinished oak beautifully.

UVM - Matt
Matt UV oil has a minimal sheen level for that soft matt finish.

UVS - Satin
Satin UV oil sits in-between a matt and gloss finish with over 75% of orders completed in this option.
NOTE: To achieve our smoked and fumed finishes the timber is smoked. Although this is a controlled process there will be variation in colour tones as they are dictated by a reaction with the natural tannins within the Oak. This process enhances the natural variation tones in the wood to create a beautiful, varied appearance. Smoked floors will naturally lighten and mellow with time. For a more consistent colour we recommend a stained or bespoke oil option is chosen and not a smoked finish.